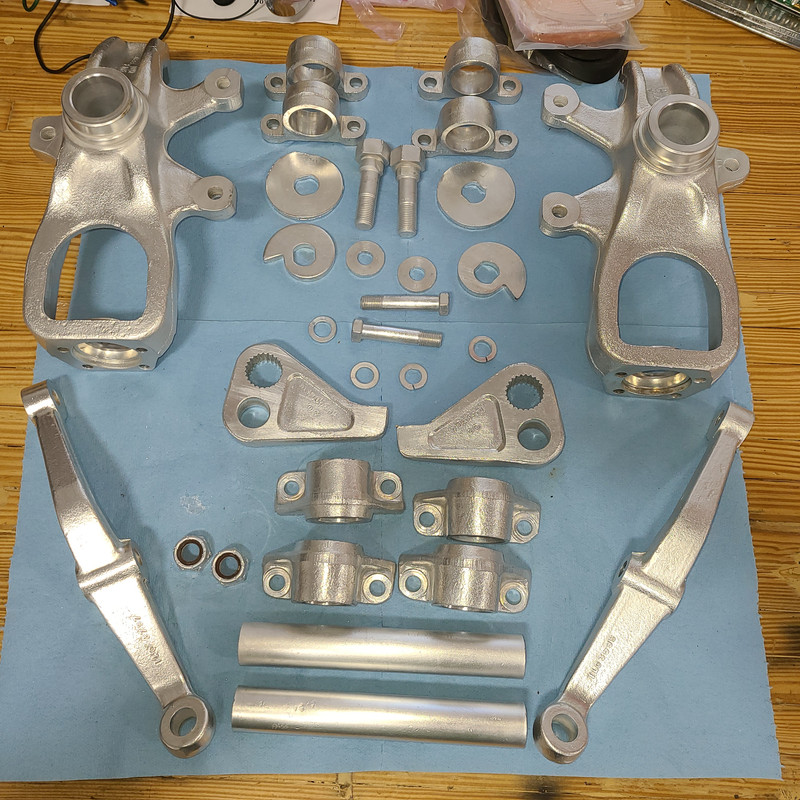
A bit late of for those who desire to "touch up" their suspension components, S3 E-types left the factory with White Cadium plated components. Dick Russ points that out in his book detailing original E-types found un-restored.
CAD plating comes with some cautions. First, the surface must be CLEAN. Best way to accomplish that is by Media Blasting (Glass, etc.). Once cleaned the White CAD plating the components to restore the original finish and look. Finally, after CAD plating ALL suspension components re-plated must undergo a heat treatment to relieve Hydrogen, which leads to Hydrogen Embitterment. Without relieving the parts hitting something like a small pothole may cause a suspension component to break. Not Good.
Here's a excerpt that explains the process:
The ASTM B633-23 Standard for Zinc Electrodeposited Coatings ASTM B633-23 covers material and process requirements for electrodeposited zinc coatings applied to iron or steel articles to protect them from corrosion and consequently extending their service life. The standard specifies that coatings shall be non-alloyed zinc produced by electrodeposition. Additionally, the coatings are provided in four standard thickness classes (i.e., 25 μm, 12 μm, 8 μm, and 5 μm) and one of the following six types of supplementary finishes: As-plated without supplementary treatments With colored chromate coatings With colorless chromate conversion coatings With phosphate conversion coatings With colorless passivate With colored passivate It is crucial to note that, high strength metals, including high strength steels having a tensile strength greater than 1700 MPa (247 ksi, 46 HRC) should not be zinc electroplated in accordance with ASTM B633-23. This is because the pretreatment and plating process can introduce hydrogen that can cause internal hydrogen embrittlement in high strength steels, leading to loss of strength and ductility. The severity of hydrogen embrittlement is a function of temperature—most metals are relatively immune to hydrogen embrittlement, above approximately 150°C. Steels below 1200 MPa (39 HRC) are not susceptible to such embrittlement. In other words, those steels can tolerate the presence of higher concentrations of hydrogen without any delayed degradation of their mechanical strength.
This covers Zinc coating but the same applies if Yellow or Clear (White) CAD plating.
Happy Trails,
Dick




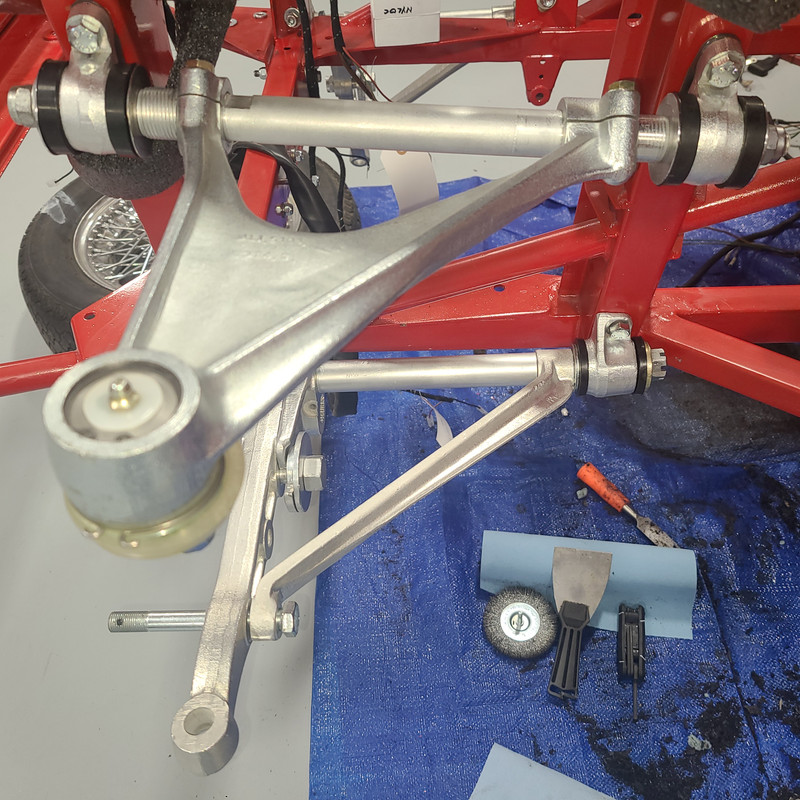




 If things look pretty in the process thumbs up
If things look pretty in the process thumbs up 